|
3914| 0
|
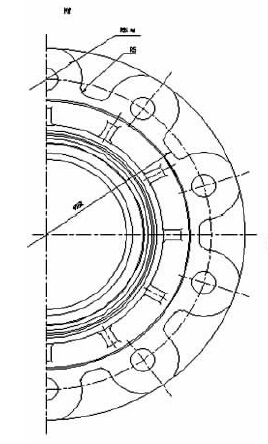
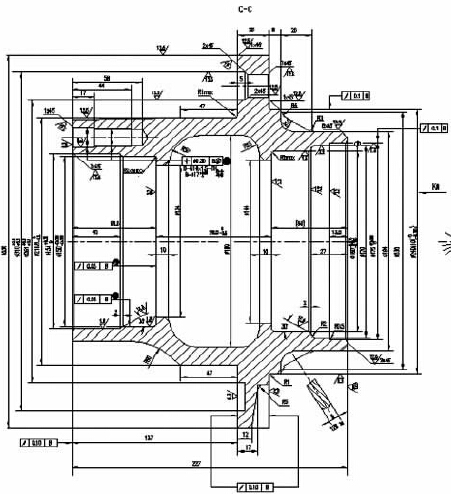
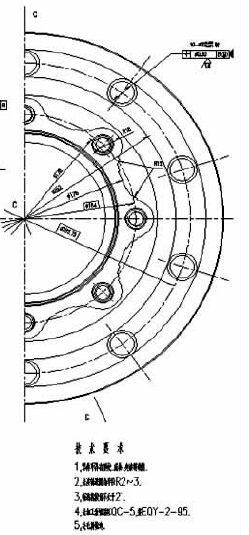
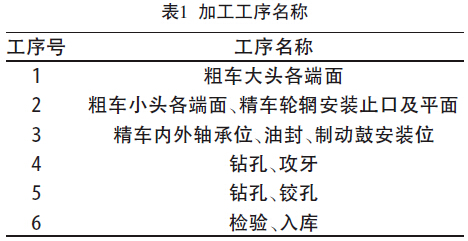
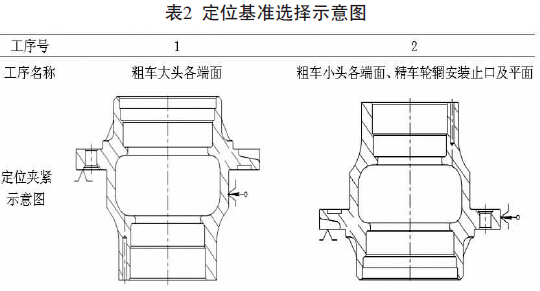
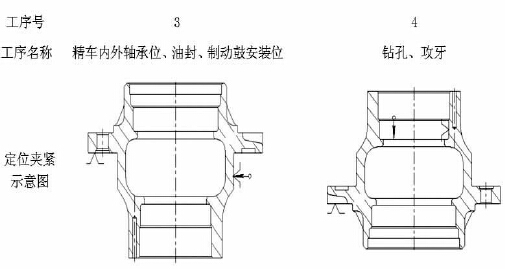
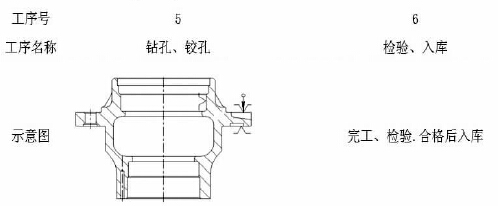
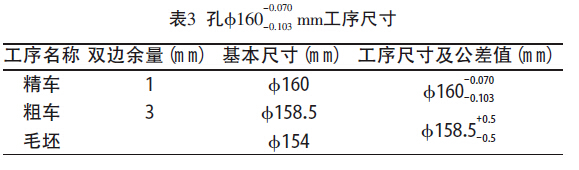
汽车轮毂加工工艺分析 |
 1355200039
1355200039  westec-sh
westec-sh 











 |关于我们|加入我们|International Inquiry|西钛珂(上海)工业技术有限公司
( 沪ICP备12020441号-2 )
|关于我们|加入我们|International Inquiry|西钛珂(上海)工业技术有限公司
( 沪ICP备12020441号-2 )
![]()
GMT+8, 2025-4-2 02:01 , Processed in 0.072135 second(s), 29 queries .
© 2012-2016 WESTEC (SHANGHAI)INDUSTRIAL TECH. CO.LTD., ALL RIGHTS RESERVED.





 发表于 2017-11-29 08:49:05
发表于 2017-11-29 08:49:05




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}